


以下是:00001来厂实地考察的产品参数在汕头市潮南区采购00001来厂实地考察请认准展翼金属制品有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:许经理-18762195566,QQ:2221860664,地址:聊城市高新区工业园发货到广东省 汕头市 潮南区、龙湖区、金平区、濠江区、潮阳区、澄海区、南澳县)。 广东省,汕头市,潮南区 2021年,潮南区实现地区生产总值(GDP)5029584 万元,同比增长6.4%,产业增加值205782万元,同比增长 3.5%;第二产业增加值3001942万元,同比增长 5.8%。
走进真实的场景,感受产品的独特魅力!我们的00001来厂实地考察视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
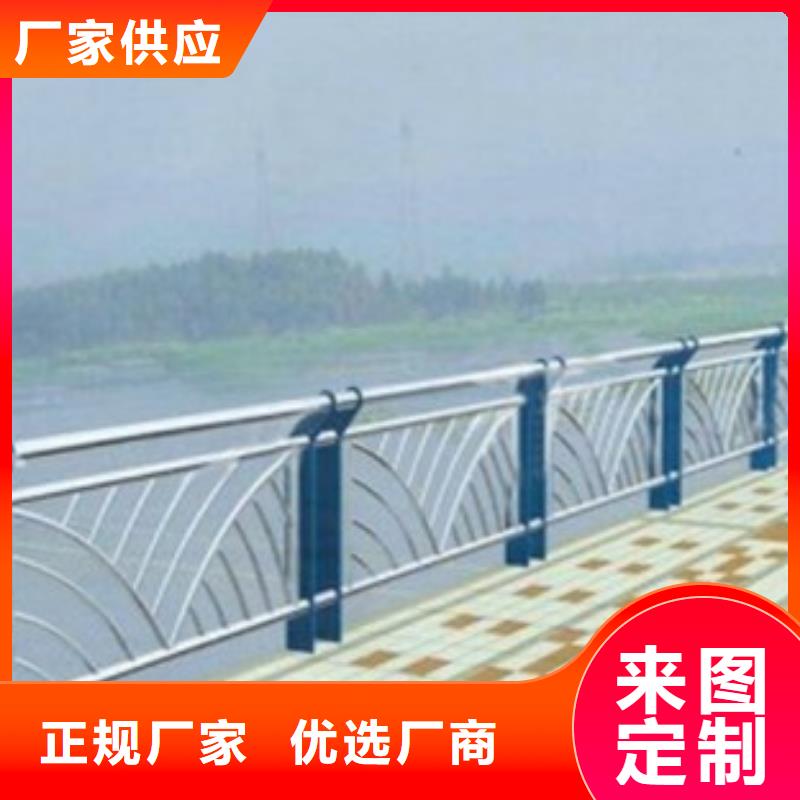
以下是:00001来厂实地考察的图文介绍
随着 不锈钢复合管工艺技术的飞跃发展,我厂在保持原有技术的条件下,吸收消化技术,引进的生产设备,一直以来以好的质量,周到的服务赢得了广大用户的信赖和好评。 在不断的发展中,汕头潮南展翼金属制品有限公司健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!汕头潮南展翼金属制品有限公司坚持“以人为本、以质取胜”的企业理念,“一切以 不锈钢复合管市场为导向,一切以客户满意为目标”的经营宗旨,我们公司将不断推出新的 不锈钢复合管产品,不断求新、求实、发展,真诚希望新老朋友客户进行广泛合作,互惠互利、共同发展!
缺点:由于结合决定于中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热的变形抗力小,允许每次变形程度大,表面粗糙度较高,因此也有先热再进行冷轧(或冷拔)制造复合管的。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而的,适用于制造内衬金属熔于外层金属熔点的复合管。衬层和基体均采用液态金属。首先,将制外管的钢液引入一金属模,在外管凝固中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。
通过控制铸造条件,可以生产出牢固的冶金结合的不锈钢复合管。当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而熔敷和再现性。
因此其优缺点分别为:优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,于铸态使用,其的铸态组织各层金属的力学性能不能充分发挥。另外,该不能生产外层为轻合金的复合钢管。离心铝热法也称为shs离心法。
离心铝热法的实质是在离心力场中引起铝热反应,所谓铝热反应就是金属铝粉和其他金属氧化物粉末均匀的混合在一起,通过点燃而发生的非常迅速的放热反应(mo+alm+al2o3+q)。反应绝热温度可接近3000k,因此产物都处于液态,在离心力作用下,比重大的产物如fe、cr、ni等集中在靠近碳钢钢管处,形成内衬金属层;al2o3形成内层残渣,通过机械除去,则制备出不锈钢复合钢管。
2015年3月份,不锈钢复合管行业称对美不锈钢复合管,对不锈钢复合管进口设置壁垒。对此,发言人回应表示,我国钢材出口快速增长是正常的,反对有关以此为由对钢材采取贸易保护措施。表示,今年1-4月份,我国钢材出口增长比较快,增速达37%。
快速增长主要是因为市场有比较大的需求,包括的市场有比较大的需求,同时也因为钢材具有较强的出口竞争力,比如铁矿石价格下跌,这就是使得生产的钢材出口成本,竞争力。产能过剩是市场经济中普遍存在的一种经济现象。
在外层钢管内复合不锈钢管后使总壁厚,强度,不仅可用于民用输水、输气,并可用于输送工业用流体。当外层钢管采用焊接钢管时,由于外层钢管和不锈钢管的焊缝不在同一位置,了复合钢管的强度可靠性。焊接内衬不锈钢复合钢管之间可以采用焊接。
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口形式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规定的A302(E309)焊条规格为焊接采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺要求,并符合有关设备的规定。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清理焊后应仔细清理焊件表面的焊渣、焊瘤物及其他污物。
必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。焊接工艺评定当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研究所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度达到550~565N/mm2。焊接管件采用钢制对焊无缝管件应符合GB/T12459-1990,焊接管件采用钢板制对焊管件时应符合GB/T13401-199用于输送石油天然气的焊接管件应符合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。
今年在汕头市潮南区购买00001来厂实地考察有了新选择,展翼金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的00001来厂实地考察产品。如需购买或咨询,请随时联系我们,联系人:许经理-18762195566,QQ:2221860664,地址:聊城市高新区工业园。










